
 Зубодолбежный станок 5М161
Зубодолбежный станок 5М161
ПОРЯДОК РАБОТЫ НА СТАНКЕ
Зубодолбление осуществляют при изменении межосевого расстояния между заготовкой и инструментом со следующими радиальными движениями подачи:
- ступенчатым, без обкатного движения;
- спиральным.
При радиальном движении подачи без обкатного движения неподвижный долбяк 2 врезается в неподвижную заготовку 1 на глубину резания, после чего включается круговая подача (этот цикл обработки называют рабочим ходом). Этот метод часто применяют для зубчатых колес с внутренним зацеплением, у которых возникают повреждения зубьев при отводе долбяка. Зубодолбление внутренних и внешних зацеплений за один рабочий ход применяют очень редко, в основном для зубчатых зацеплений с m≤1,5мм и муфт с укороченными зубьями. При увеличении модуля и высоты зуба заготовки число рабочих ходов при зубодолблении увеличивается.
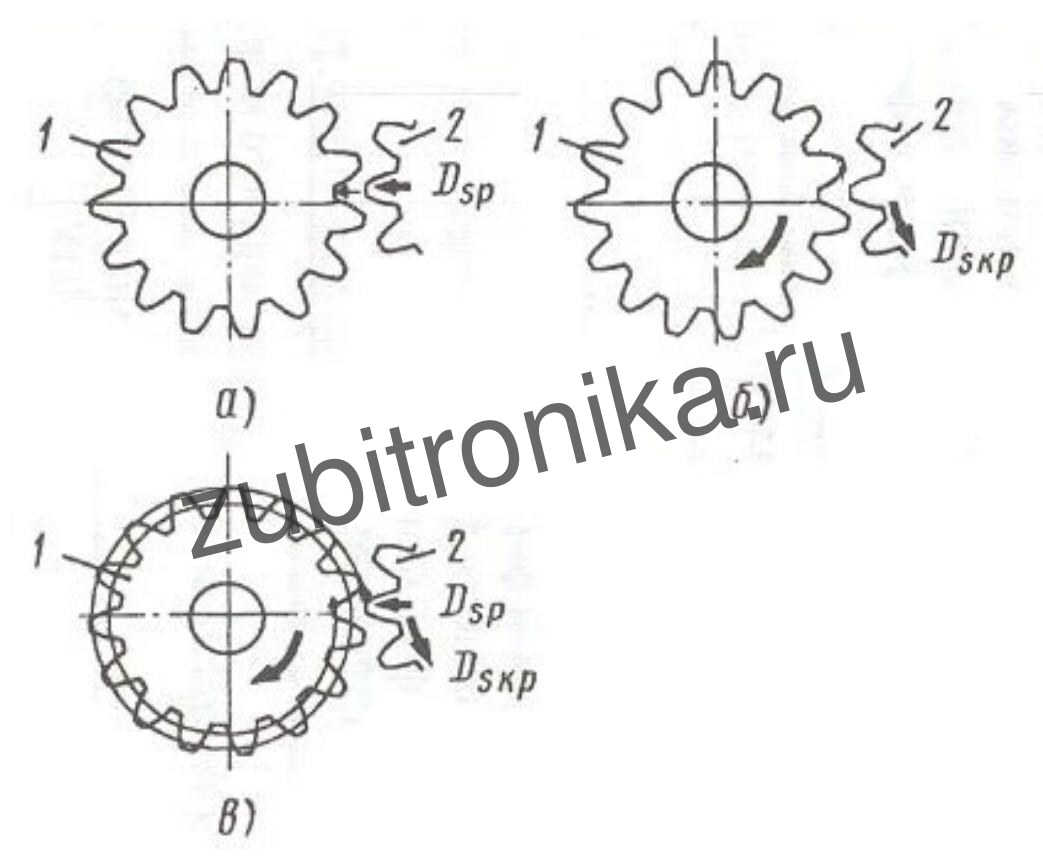
Схемы зубодолбления на станке 5М161
Преимуществом метода ступенчатого радиального движения подачи является высокая точность обработки, недостатком - невысокая производительность, особенно при обработке зубчатых колес с малым числом зубьев.
При спиральном радиальном движении подачи долбяк 2 (рисунок В) во время обкатки непрерывно перемещается и за несколько оборотов заготовки 1 достигает полной глубины. Спиральное радиальное движение подачи часто применяют для обработки зубчатых колес под последующие финишные операции: шевингование, холодную прикатку, хонингование и шлифование. При ступенчатом радиальном движении подачи, зубья долбяка на ведомой стороне снимают очень тонкую стружку 1 (рисунок А), которая вызывает их интенсивный износ по задний поверхности. В то же время на ведущей стороне зубьев долбяка стружка толще и менее деформирована и износ существенно меньше.
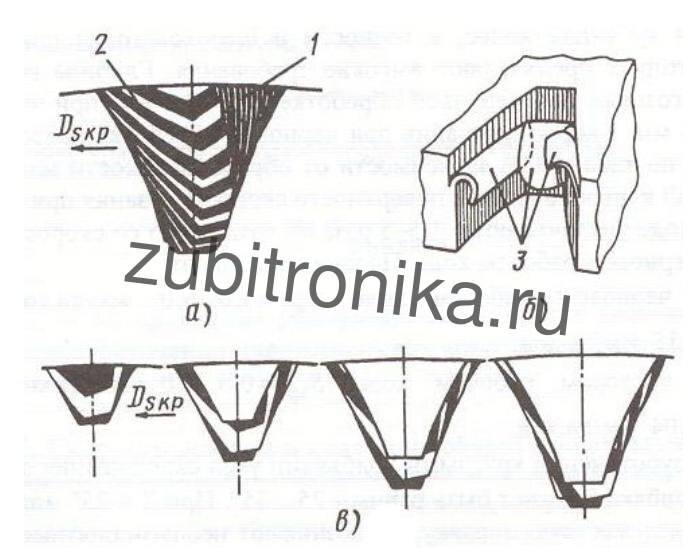
Схема стружкообразования
При спиральном радиальном движении подачи со сравнительно высокой круговой и низкой радиальной подачами образуется трехкомпонентная стружка (рисунок б) 3 без смятия. Это обеспечивает незначительный и равномерный износ ведущей и ведомой сторон зубьев долбяка.
На рисунке,в показана схема образования стружки при спиральном радиальном движении подачи, долбяк достигает необходимой глубины за четыре оборота зубчатого колеса. Благоприятные условия резания позволяют повышать стойкость долбяков в 1,5-2 раза или при той же стойкости инструмента снизить время обработки до 30 %. Однако зубодолбление со спиральным радиальным движением подачи может быть реализовано на станках, которые имеют высокую частоту вращения стола и раздельное регулирование кругового и радиального движений подач. Зубодолбление с большими круговыми подачами приводит к увеличению главной силы резания Рz: Поэтому статическая и динамическая жесткость станков 5М161 является необходимым условием для применения спирального радиального движения подачи. При этом методе обработку проводят за один черновой рабочий ход и один или два чистовых. Два чистовых рабочих хода применяют для обработки зубчатых колес, к точности и шероховатости поверхности зубьев которых предъявляют высокие требования.
Наладка
Наладка станка сводится к следующим операциям:
- 1. Установка и крепление инструмента;
- 2. Установка изделия и его крепление;
- 3. Выверка изделия;
- 4. Установка станка на нарезание колес методом ступенчатого радиального движения подачи либо методом спирального радиального движения подачи;
- 5. Установка станка на обработку колес внешнего либо внутреннего зацепления;
- 6. Установка величины хода инструмента;
- 7. Установка положения инструмента относительно изделия;
- 8. Наладка станка для долбления с отводом инструмента под углом (при необходимости);
- 9. Наладка деления;
- 10.Установка числа двойных ходов инструмента;
- 11.Установка круговой подачи;
- 12.Установка радиальной подачи;
- 13.Установка общей величины врезания и по проходом;
- 14.Установка реверса деления;
- 15.Установка механизмов в исходное положение.
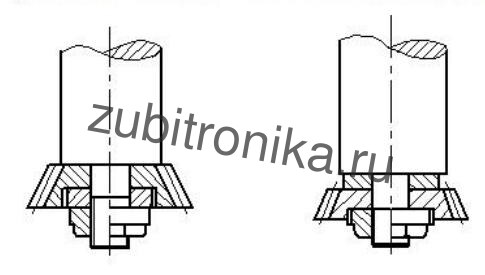
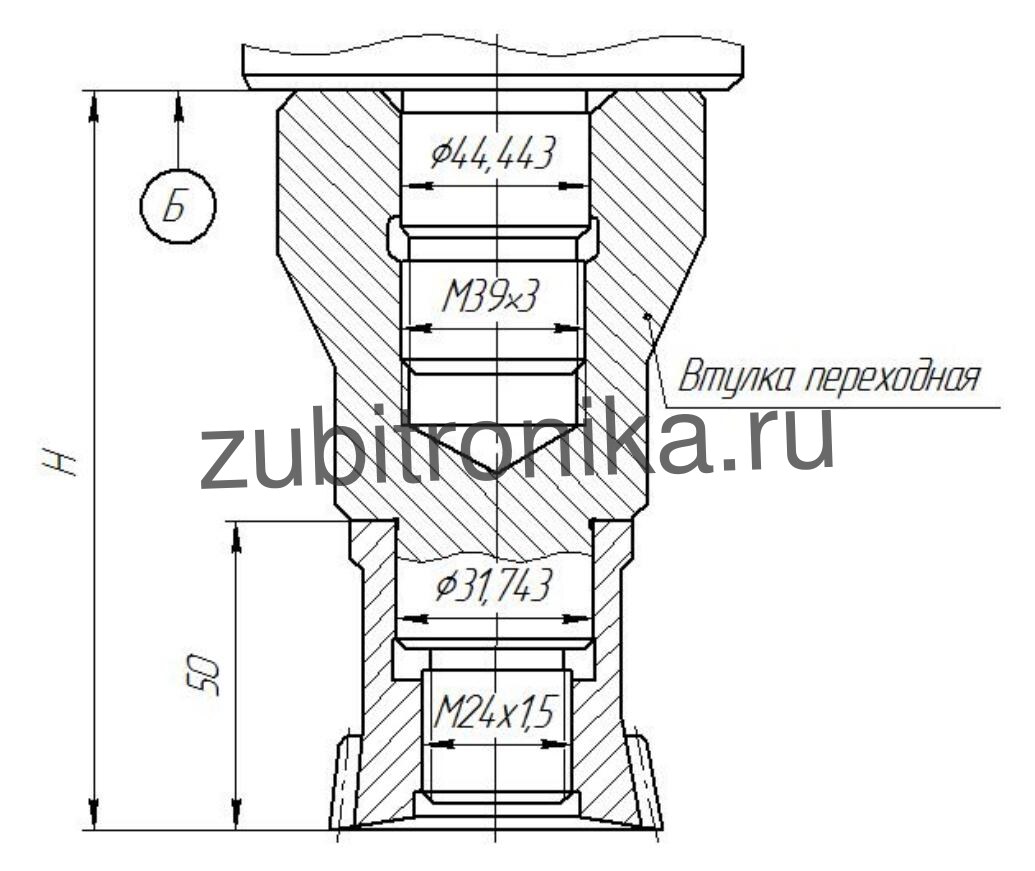
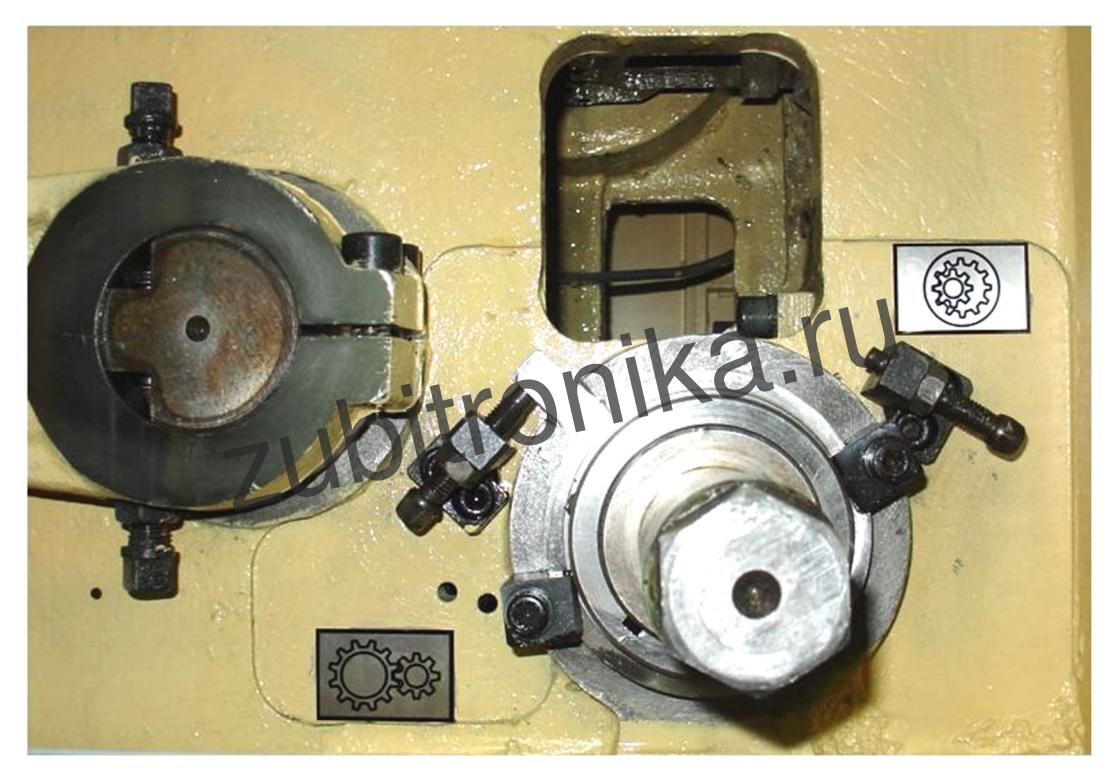
Установка инструмента
Примеры крепления инструмента на шпинделе станка 5М161 показаны на изображении.
Примеры крепления инструмента
| 
|
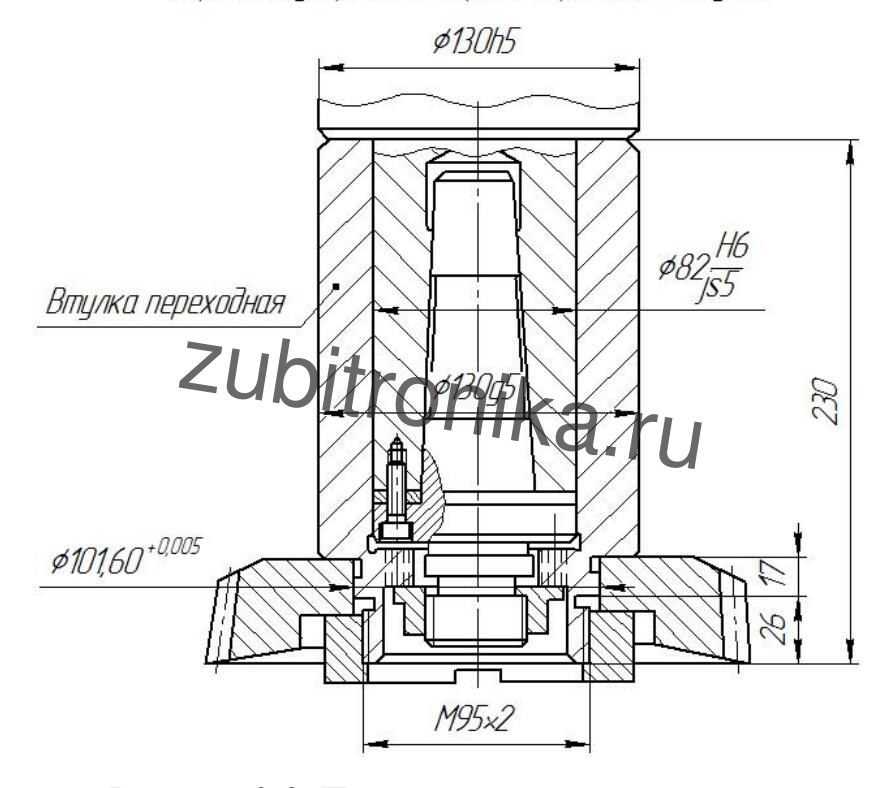
В случае применения втулок переходных следует иметь ввиду, что при длине хода 200 мм, расстояние торца Б (рисунок 9-4) от плоскости планшайбы стола равно 150 мм при нижнем положении штосселя.
Примеры крепления втулочного долбяка
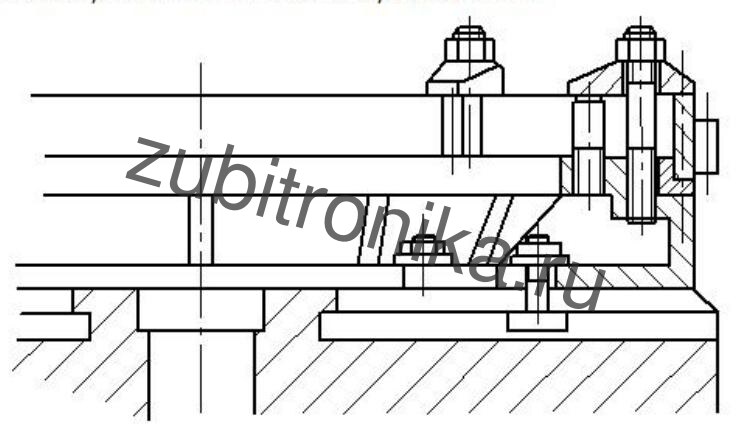
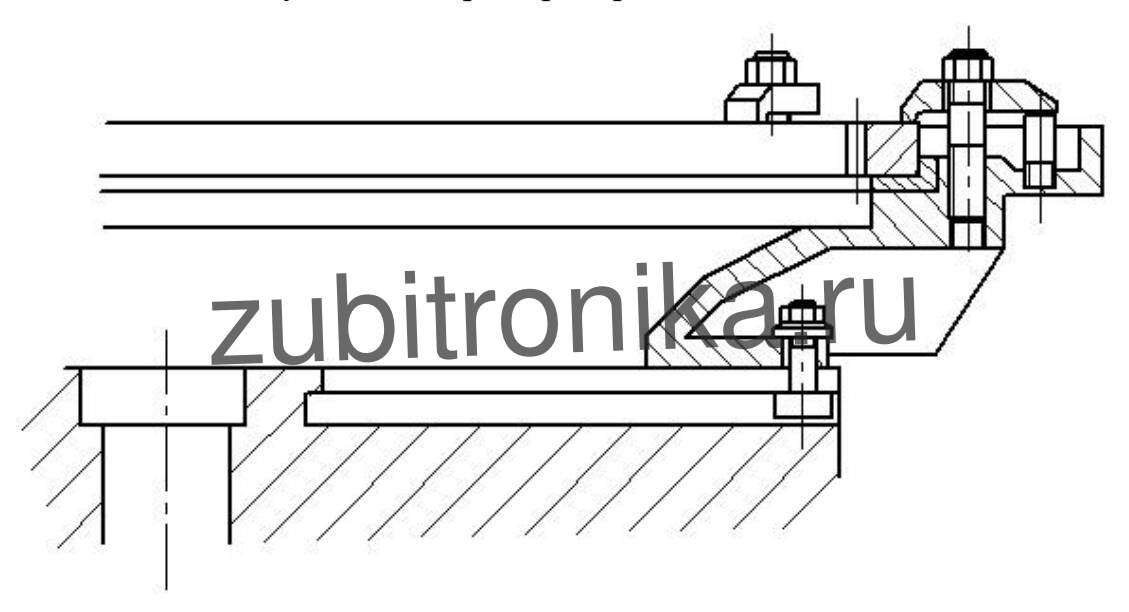
Установка изделия и его крепление
Обрабатываемое изделие устанавливается на станке в специальном приспособлении.
Различные варианты крепления изделий в приспособлениях показаны на рисунках 9-5, 9-6.
Выверка изделия
Для выверки изделия на станке предусмотрено быстрое вращение стола, которое управляется тумблером с самовозвратом SA7 — «Вращение шпинделя изделия» (рисунок 6- 12) в режиме «Наладка».
При переключении тумблера SА7 в правое положение происходит вращение шпинделя изделия по часовой стрелке (при виде на станок сверху) либо в толчковом режиме (переключатель SA4 в левой позиции), либо вращение шпинделя изделия по часовой стрелке в постоянном режиме на один полный оборот (переключатель SA4 в правой позиции).
При переключении тумблера SА7 в правое положение происходит вращение шпинделя изделия против часовой стрелки (при виде на станок сверху) либо в толчковом режиме (переключатель SA4 в левой позиции), либо вращение изделия инструмента против часовой стрелки в постоянном режиме на один полный оборот (переключатель SA4 в правой позиции).
Скорость вращения шпинделя изделия в % от максимально установленной задается переключателем A7 (рисунок 6-12). Положение переключателя A7 влияет на скорости перемещения координат и в режиме «Полуавтомат», поэтому после выверки изделия необходимо установить переключатель A7 в положение «100%».
Примеры крепления изделия
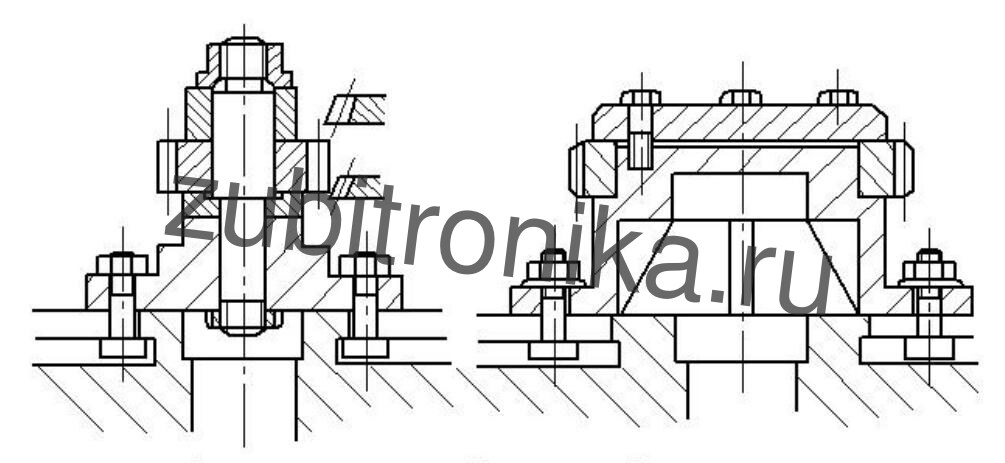
Схема крепления изделия большого диаметра прихватами
 |
 |
Установка станка на нарезание колес методом ступенчатого радиального движения подачи, либо методом спирального радиального движения подачи.
Выбор метода нарезания производится на панели оператора пульта управления.
Установка станка на обработку колес наружного либо внутреннего зацепления.
- 1. Установка станка на обработку наружного зацепления:
- 1) На панели оператора пульта управления выбрать обработку колес наружного зацепления.
- 2) Механизм отвода долбяка при обратном ходе подлежит переналадке согласно общего вида, для чего необходимо проделать следующие операции: (рисунок 9-7)
- а) Кулак отвода поставить на верхний валик (рисунок 9-7);
- б) Повернуть и зафиксировать пружину П в верхнем положении. Механизм пружины стопориться болтом 2 (рисунок 9-7);
- в) Повернуть эксцентрик 1 (рисунок 9-7), предварительно ослабив контргайку с тем, чтобы зазор между роликом и поверхностью кулака на участке его меньшего радиуса был 0,05…0,15мм. Это гарантирует нахождения штосселя в момент рабочего хода на жестком упоре. После этого контргайку затянуть.
- г) Повернуть вал упора У (рисунок 9-7) в положение, соответствующее табличке, для чего необходимо:
- Ослабить гайки 1 (рисунок 9-8);
- Повернуть вал за шестигранник 2 до упора в винт 3 (рисунок 9-8);
- Затянуть гайки.
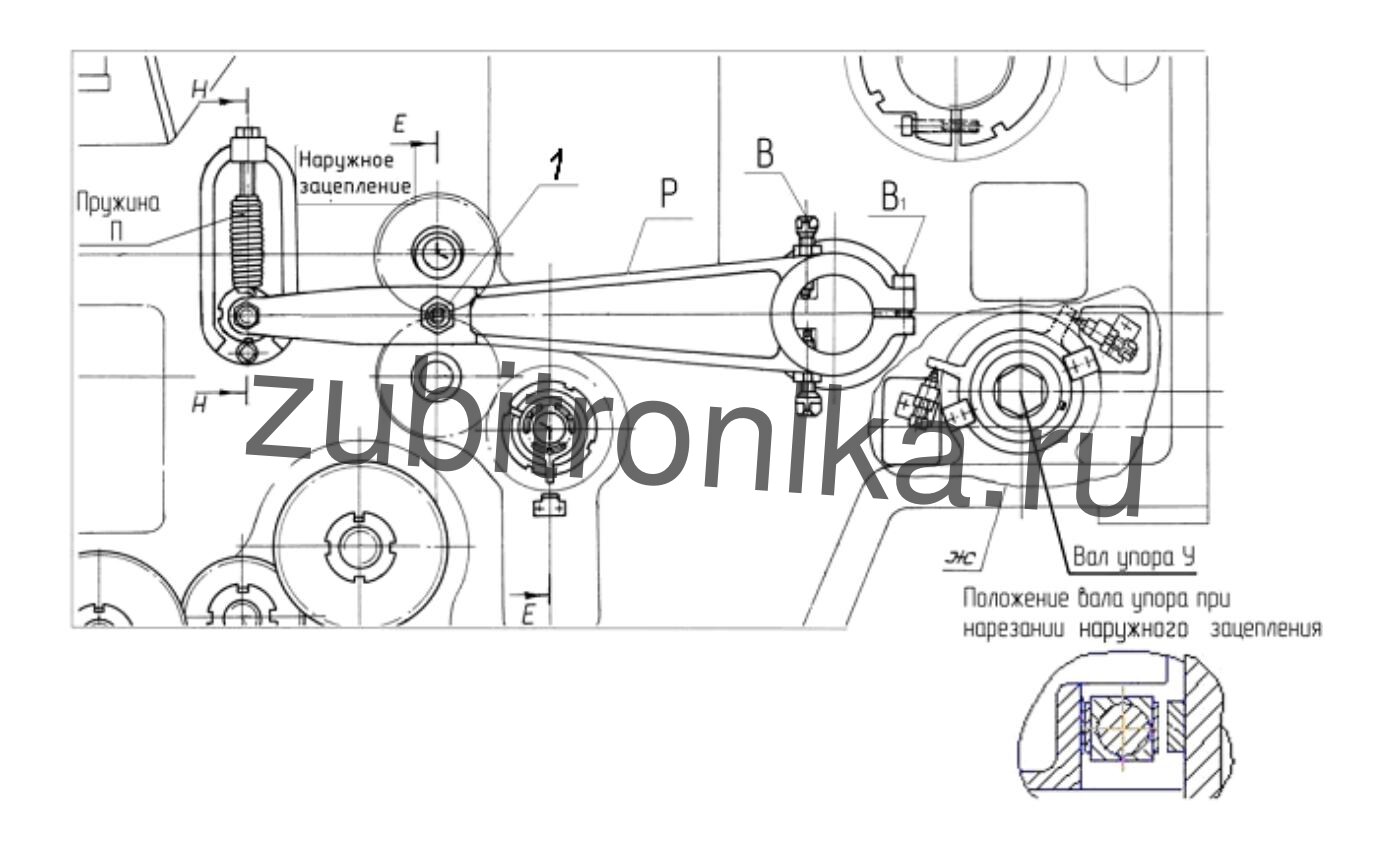
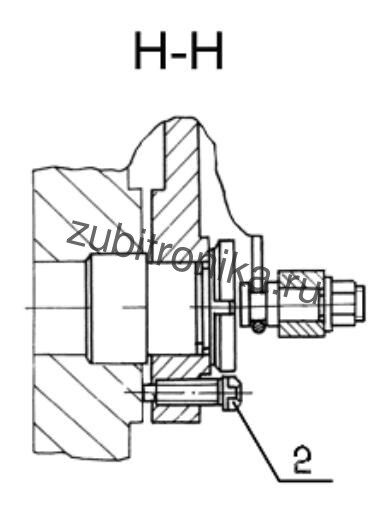
Механизм отвода долбяка при нарезании наружного зацепления
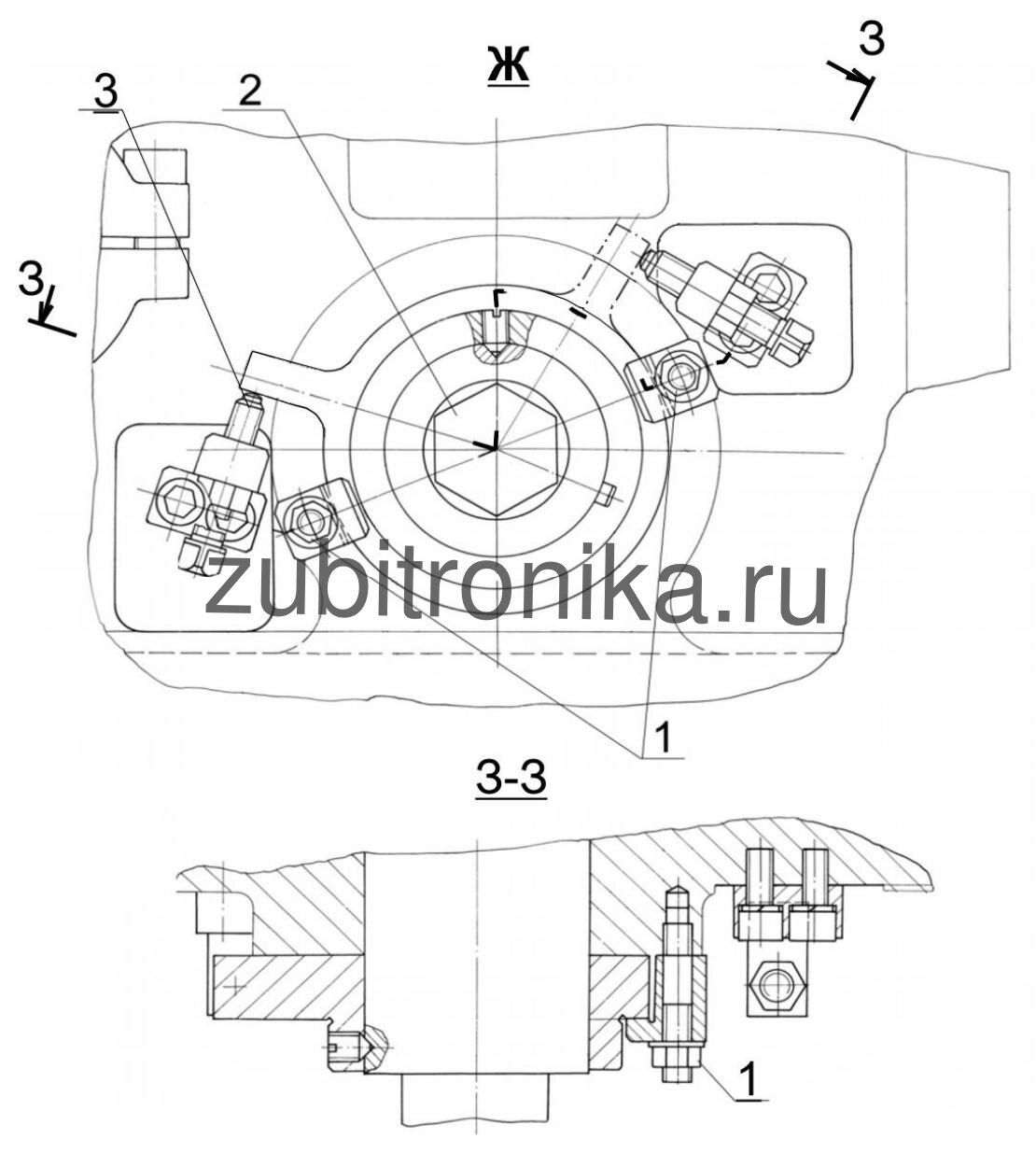
Установка вала упора на работу при обработке колес наружного зацепления.
д) Опробовать работу механизма отвода путем пробного пуска станка с тем, чтобы величина отвода при замере в нижней плоскости суппорта была не менее 0,55 мм (рисунок 9-9). Операция изменения положения рычага отвода Р (рисунки 9-7 и 9-9)
при помощи регулировки винтами В не должна производится. Однако это условие может быть выдержано только при правильной установке рычага в процессе сборки станка.
е) Обеспечить возвращение шпинделя инструмента в верхнее положение для обеспечения беспрепятственного вывода изделия из рабочей зоны.
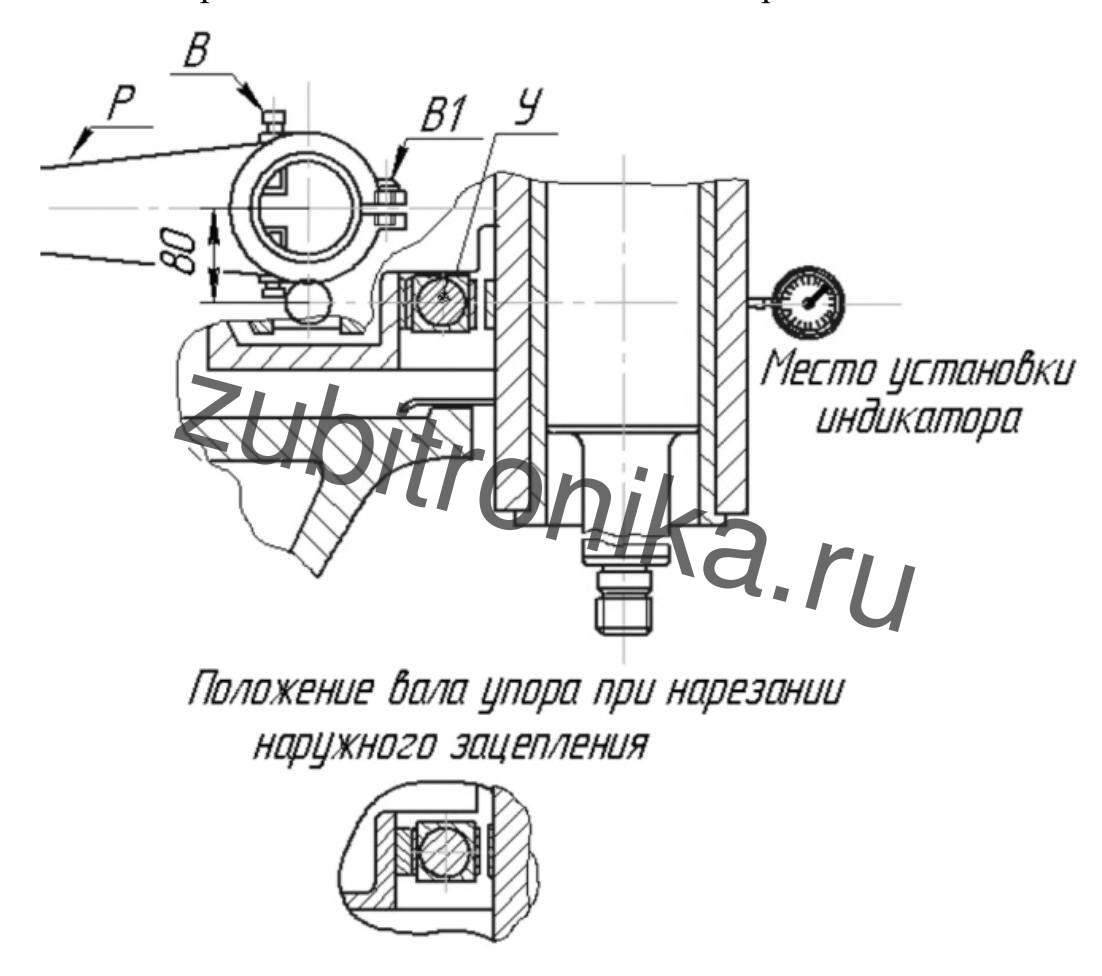
Установка индикатора при замере величины отвода
- 2. Установка станка 5м161 на обработку внутреннего зацепления:
- 1) На панели оператора пульта управления выбрать обработку колес внутреннего зацепления.
- 2) Механизм отвода долбяка при обратном ходе подлежит переналадке согласно общего вида (рисунок 9-10), для чего необходимо проделать следующие операции (механизм действий аналогичен наладкам для нарезания наружного зацепления, описанным выше):
- а) Кулак отвода поставить на нижний валик.
- б) Повернуть и зафиксировать пружину в нижнем положении.
в) Повернуть эксцентрик, предварительно ослабив гайку с тем, чтобы ролик касался (прижимом) поверхности кулака на участке его большего радиуса. После этого гайку затянуть.
Механизм отвода долбяка при нарезании внутреннего зацепления

Установка вала упора на работу при обработке колес наружного зацепления
г) Повернуть вал упора в положение, соответствующее табличке (рисунок 9-11).
- д) Опробовать работу механизма отвода путем пробного пуска станка с тем, чтобы величина отвода при замере в нижней плоскости суппорта была не менее 0,55 мм. Операция изменения положения рычага отвода Р (рисунок 9-10) при помощи регулировки винтами В не должна производится. Однако это условие может быть выдержано только при правильной установке рычага в процессе сборке станка.
- е) Обеспечить возвращение шпинделя инструмента в верхнее положение для обеспечения беспрепятственного вывода изделия из рабочей зоны.
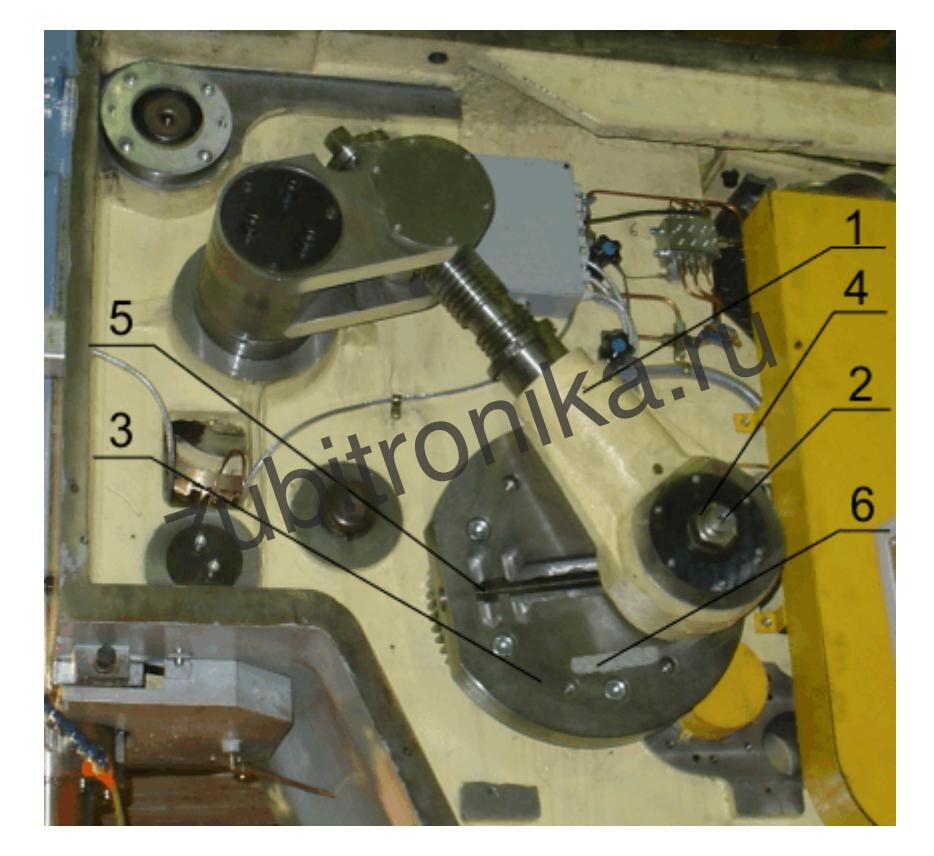
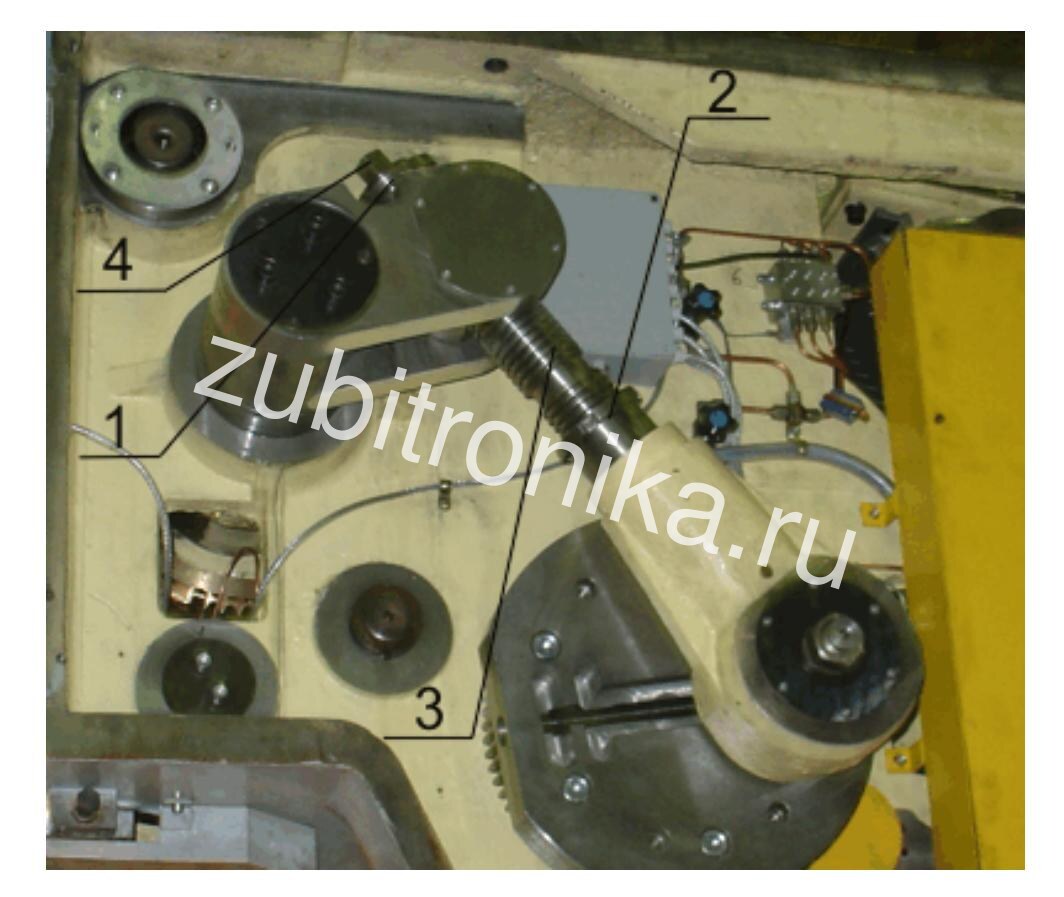
Установка величины хода инструмента
Длина хода шпинделя инструмента складывается из длины нарезаемого зуба и длины выхода (перебега) шпинделя инструмента внизу и вверху.
Длина выхода приблизительно равна 1/8 длины зуба. Так например, если длина зуба 80 мм, то верхний и нижний выход инструмента должны быть по 10 мм, а общая длина хода будет равна 100 мм. Однако при малых длинах нарезаемого зуба (меньше 30 мм) длину выхода не следует брать менее 3-3,5 мм.
Установка длины хода на станке производится путем изменения эксцентриситета кривошипного вала 1 (рисунок 9-12) за счет перемещения пальца кривошипа 2 по пазу кривошипного диска 3. Для этого освобождают гайку 4 и вращают квадрат винта 5 определяя установку по градуировке линейки 6. Затем гайку 4 закрепляют обязательно ключом S55 (дет. 5М150ПФ3.98.006), входящим в комплект поставки. Для проверки установки следует провернуть кривошипный вал от руки за квадрат 7 (рисунок 6-4). Для ручного проворота кривошипного вала применяется кривошипная рукоятка (дет. 5М150ПФ3.98.001), входящая в комплект поставки. В процессе эксплуатации станка необходимо проверять затяжку гайки кривошипного пальца и периодически ее подтягивать.
Установка величины хода шпинделя инструмента
Установка положения инструмента относительно изделия.
Закрепив заготовку на столе и установив длину хода шпинделя инструмента, надо подвести заготовку так, чтобы она немного не касалась инструмента сбоку (зазор 2-3 мм). Затем довернуть от руки кривошип так, чтобы шпиндель инструмента встал в наивысшее положение. После этого освобождают крепление контргаек 1, 2 (рисунок 9-13) винта 3, затем проворачивают за головку 4 винт до тех пор, пока инструмент не встанет в положение верхнего перебега (при этом кривошипный вал вращаться не должен). Не закрепляя контргаек 1 и 2 надлежит провернуть кривошипный вал вручную за квадрат 7 (рисунок 6-4) и убедится в правильности установки по нижнему перебегу инструмента относительно заготовки. Затем закрепить контргайки винта 1 и 2.
Наладка деления
Так как станок не имеет механических связей цепи деления, а синхронность вращения шпинделя инструмента и шпинделя изделия обеспечивается управлением соответствующих двигателей от следящих приводов, то наладка сводится к заданию передаточного отношения. Число зубьев нарезаемого колеса и число зубьев долбяка задается с панели оператора пульта управления.
Установка числа двойных ходов инструмента
Число двойных ходов определяется частотой вращения главного двигателя, который питается от преобразователя частоты.
Число двойных ходов инструмента для любого цикла устанавливается на панели оператора.
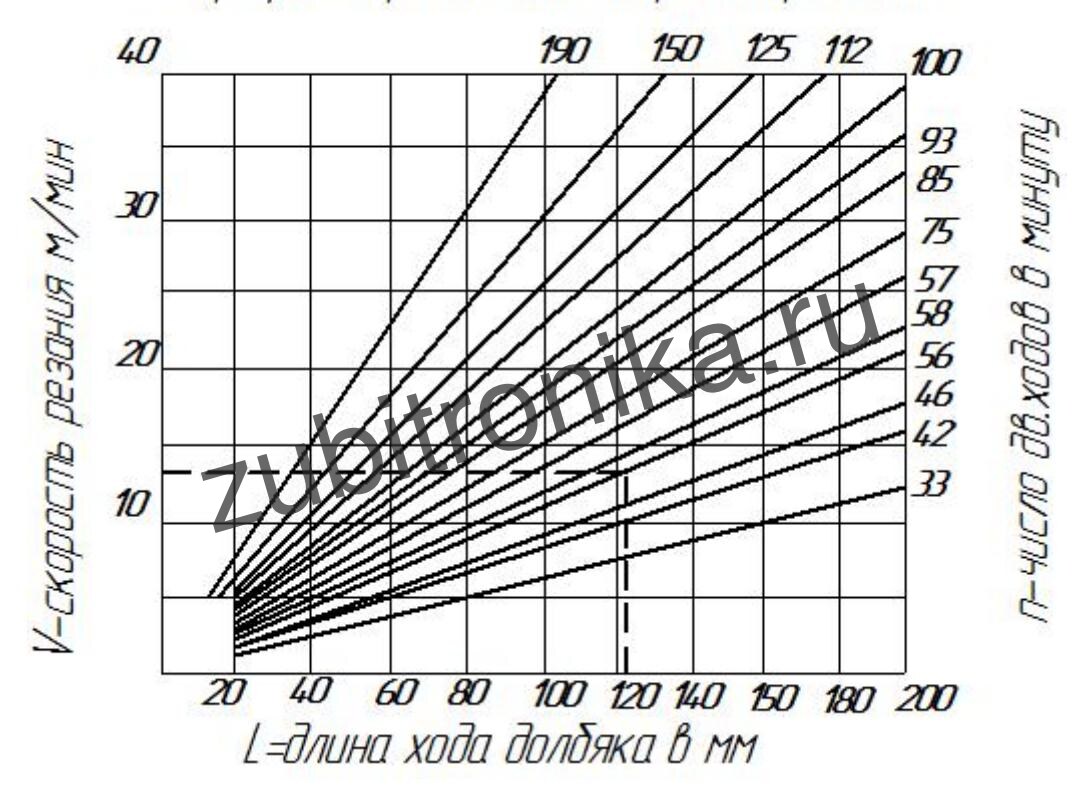
Частоту движений долбяка определяют исходя из средней скорости резания:
, где
n — число двойных ходов в мин;
L – величина хода шпинделя инструмента в мм;
V – средняя скорость резания в м/мин.
Для быстрого подсчета скорости резания прилагается график.
Рекомендации по выбору скорости резания (м/мин) при использовании метода ступенчатого радиального движения подачи представлены в таблице
| Материал | Модуль, мм | ||
|---|---|---|---|
| 2…5 | 5…8 | 8…12 | |
| Чугун | 2118 | 1815 | 1512 |
| Бронза | 2520 | 2018 | 1815 |
| Сталь 20Х или аналогичные ей | 2015 | 1512 | 1210 |
| Сталь 45 НВ=120÷150 и аналогичные ей. | 2218 | 1815 | 1512 |
| Сталь 45 НВ=210÷250 и аналогичные ей. | 2015 | 1512 | 1210 |
При выборе скорости резания дается следующая ориентировочная рекомендация для черновых проходов при круговой подаче Sкр=0,5 мм на 1 дв. ход.
При большой подаче скорость резания должна быть понижена, при меньшей подаче скорость резания может быть повышена до 25…30 м/мин.
Данной таблицей предусматривается стойкость долбяка (из стали Р6М5) 180 минут машинного времени при износе зубьев 0,4 мм.
Рекомендации по выбору скорости резания при использовании метода спирального радиального движения подачи
Скорость резания при черновой обработке целесообразно выбирать по таблице 9-2 (материал долбяка – сталь Р18). В зависимости от обрабатываемости материала и требований к шероховатости поверхности скорость резания при чистовом рабочем ходе увеличивают в 1,5 – 3 раза по сравнению со скоростью резания при черновом рабочем ходе.
| Металл | Твердость НВ | Скорость резания, м/мин |
|---|---|---|
| Сталь 15, 20 | 143…215 | 25…30 |
| Стали 35, 45, 40Х, 12ХН3А, 18ХГТ, 30ХГТ | 156…242 | 2025 |
| 30ХМ, 40ХНМ | 250…375 | 15…20 |
| Чугун | 170…210 | 20…25 |
| Бронза | 86…143 | 40…60 |
Более точно режимы резания выбираются экспериментально исходя из условий обработки, стойкости инструмента, применяемой СОЖ и т.д.
Благоприятными для обработки являются большие z0 (число зубьев долбяка) и d0 (делительный диаметр долбяка), при которых достигается более жесткое закрепление инструмента, меньшая частота вращения шпинделя и незначительный износ долбяка.
Установка круговой подачи
Величина круговой подачи исчисляется в мм перемещения по диаметру начальной окружности долбяка за один его двойной ход.
Величина круговой подачи для любого цикла устанавливается на панели оператора.
Выбор величины круговой подачи
Величины круговой подачи выбираются в зависимости от:
- а) Материала нарезаемых шестерен.
- б) Модуля нарезаемых шестерен.
- в) Скорости резания.
- г) Чистоты и точности нарезания.
- д) Стойкости долбяка.
Чем вязче и тверже материал и чем больше модуль нарезаемых шестерен, тем меньше должна быть круговая подача. По своей жесткости и прочности станок допускает применение подач порядка 0,8 мм/дв.ход на стали 45 твердости 180…210 НВ. Применение крупных подач, помимо выигрыша в производительности улучшает точность нарезаемых шестерен за счет более равномерного вращения стола. Применение подачи менее 0,15 мм не рекомендуется.
Рекомендации по выбору круговых подач при использовании метода ступенчатого радиального движения подачи.
Ниже приводится ориентировочная рекомендация выбора подач в зависимости от материала и модуля.
| Модуль,мм Материал | 2…4 | 4…6 | 6…8 | 8…10 | 10…12 |
|---|---|---|---|---|---|
| Чугун | 0,4 | 0,35 | 0,3 | 0,25 | 0,2 |
| Стали твердостью до 190 НВ | 0,5 | 0,45 | 0,4 | 0,35 | 0,3 |
| Стали твердостью 190…220 НВ | 0,45 | 0,4 | 0,35 | 0,3 | 0,25 |
| Стали твердостью 220…250 НВ | 0,4 | 0,36 | 0,32 | 0,28 | 0,24 |
| Стали твердостью 250…290 НВ | 0,35 | 0,32 | 0,3 | 0,25 | 0,2 |
В случае нарезания шестерен внутреннего зацепления величины подач следует снизить на 20-40% в зависимости от числа зубьев долбяка одновременно участвующих в работе. Сочетание скорости резания и подачи должно быть таким, чтобы вследствие большого выделения тепла не снижалась стойкость долбяка, которая должна быть не менее 180 минут при последующей переточке не более 0,35 мм.
Рекомендуется работать на крупных подачах за счет снижения скорости резания, что позволит при высокой производительности повысить стойкость инструмента и удлинить срок службы станка.
При работе с крупными подачами следует особо учитывать следующие обстоятельства:
а) В целях уменьшения гранености профиля нарезаемого зуба не рекомендуется, чтобы число двойных ходов долбяка приходящееся на нарезание одного зуба шестерни, было меньше 15÷18 при чистовом проходе. Для определения возможности нарезания
необходимо число двойных ходов на один оборот долбяка разделить на число зубьев долбяка. Например: число двойных ходов на один оборот долбяка = 393, число зубьев долбяка = 20. = 19 дв. ходов на 1 зуб.
б) Имея на данном станке величину отвода долбяка равную 0,65мм во избежание повышенного износа долбяков, происходящего вследствие затирания режущей кромки долбяка при обратном ходе, рекомендуем применять следующие круговые подачи:
| Z долбяка | Z нарез. шестерни | Sкр. наибольшая | |
|---|---|---|---|
| 12 | не менее 15 | 0,7 | |
| 15 | не менее 15 0,8 | ||
| 20 | до 100 | 0,8 | |
| свыше 100 | 1,0 | ||
| 30 | до 50 | 0,8 | |
| свыше 50 | 1,0 | ||
| 50 | до 25 | 0,8 | |
| до 50 | 1,0 | ||
| свыше 50 | 1,2 | ||
| 75 | до 50 | 1,0 | |
| до 100 | 1,2 | ||
| свыше 100 | 1,5 | ||
Величину отвода следует периодически (не реже одного раза в месяц) контролировать. Проверка производится индикатором, пуговка которого должна касаться корпуса штосселя в нижней его части. При этом величина отвода должна быть не менее 0,55 мм. Если величина отвода меньше положенной следует соответственно снизить подачи.
Рекомендации по выбору круговых подач при использовании метода спирального радиального движения подачи.
Подачи составляют:
при черновом рабочем ходе Sкр.=1,0…6,0 мм/дв.ход.; при чистовом рабочем ходе Sкр.=0,5…1,0 мм/дв.ход.;
Установка радиальной подачи.
Привод радиальной подачи и быстрый ход стола осуществляется от одного трехфазного серводвигателя через редуктор с передаточным отношением 1:40 Вращение после редуктора передается на шарико-винтовую пару.
Установка величины радиальной подачи для любого цикла производится на панели оператора.
Радиальную ступенчатую подачу определяют в зависимости от твердости обрабатываемого материала:
| Твердость, НВ | 135185 | 185230 | 230290 | 290400 |
|---|---|---|---|---|
| Радиальная подача, | 0,060,03 | 0,050,02 | 0,040,015 | 0,030,01 |
| мм/дв.ход |
Радиальная подача при спиральном движении составляет:
при черновом рабочем ходе Sр = 0,5…2,0 мм/об. заг.; при чистовом рабочем ходе Sр = 0,15…0,4 мм/об. заг.
Установка общей величины врезания и по проходом.
Для установки глубины врезания сначала распределяется суммарная величина врезания на количество проходов.
При использовании метода ступенчатого радиального движения подачи.
При обработке шестерен 3-х проходным циклом (метод ступенчатого радиального движения) из практики отечественного и зарубежного машиностроения суммарная величина врезания распределяется в процентном отношении следующим образом:
Ι проход – черновой 70%
ΙΙ проход – черновой 27%
ΙΙΙ проход – чистовой 3%
Однако минимальной припуск на ΙΙΙ проход для мелкомодульных колес должен быть не менее 0,2 – 0,3 мм.
Исходным положением считается такое положение, когда долбяк коснется поверхности заготовки вершиной зуба. (Считаем, что наружный диаметр соответствует теоретическому, т.е. равен диаметру начальной окружности плюс высота головки зуба умноженная на 2).
При этом следует следить, чтобы зуб долбяка приходился против центра заготовки
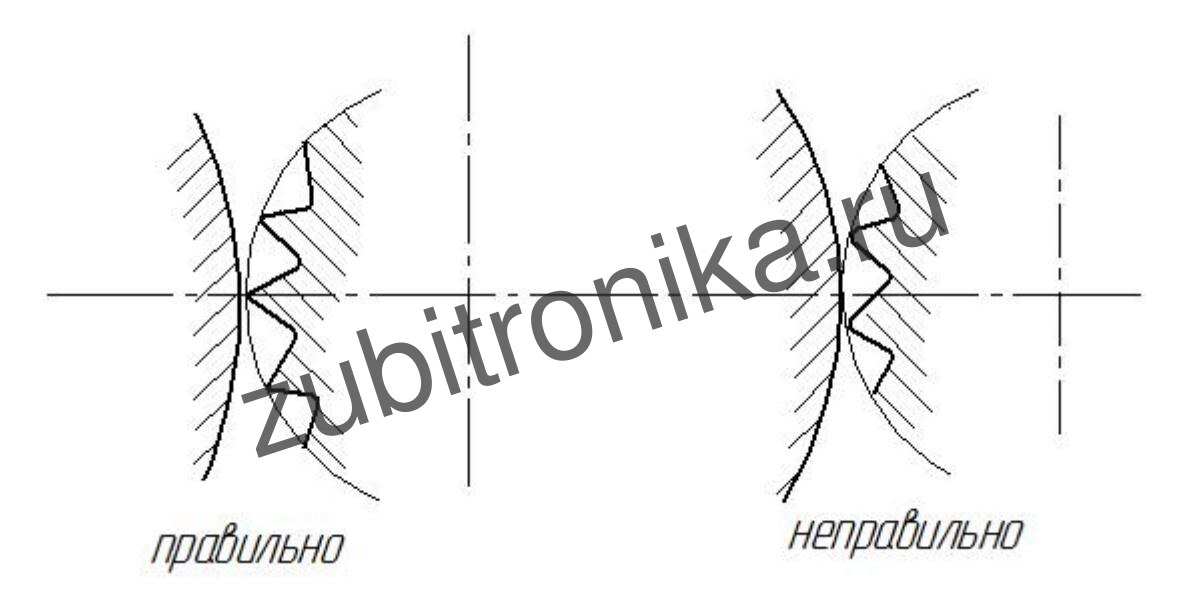
Рисунок 0-14. Исходное положение долбяка
Касание долбяка проверяется в положении подвода, а не отвода. Для этого лучше производить определение касания, подводя заготовку к долбяку, совершающему возвратнопоступательное движение, допуская величину врезания при касании 0,1мм.
Количество проходов и глубину врезания устанавливают на панели оператора.
При использовании метода спирального радиального движения подачи.
При зубодолблении шестерен методом спирального радиального движения подачи обработку проводят за черновой, чистовой рабочий ход и выхаживание.
Из практики суммарная величина врезания распределяется в процентном отношении следующим образом:
Черновой ход - 90%
Чистовой ход - 10%
В цикле станок, дойдя до глубины чернового хода, на черновых режимах резания автоматически переключается на чистовые режимы резания. При достижении полной глубины врезания радиальная подача отключается и станок делает выхаживающий проход без радиальной подачи
Глубину врезания за оборот заготовки и процентное соотношение чернового и чистового хода устанавливают на панели оператора.
Реверс круговой подачи (обкатка).
В целях улучшения чистоты и точности обработки, а также в целях увеличения срока службы долбяка между его переточками рекомендуется после 130-180 мин его непрерывной работы, менять направление обката; при этом обе стороны профиля зуба долбяка будут
изношены равномерно. Чтобы избежать необходимости перемены положения зуба долбяка относительно зуба заготовки, реверс обката лучше производить при смене заготовки.
Реверс круговой подачи возможен только при установки стойки без поперечного смещения.
При зубодолблении шестерен методом спирального радиального движения подачи реверс круговой подачи не обязателен.
Установка механизмов в исхолное положение.
Особое внимание необходимо обратить на то, чтобы на пульте управлении были выполнены все необходимые переключения относительно наладочного цикла станка.
Условием исходного положения считается:
- 1. Отведенный стол.
- 2. Шпиндель инструмента поднят в верхнее положение (условие работы на автоматическом цикле при обработке зубчатых колес внутреннего зацепления).
Производительность станка 5м161.
Высокую экономичность при зубодолблении достигают при правильном выборе методов и режимов резания. Режимы резания выбирают в зависимости от требуемого качества поверхности и точности зубчатого зацепления, модуля, свойства материала заготовки и т.д. Основные параметры режимов резания при зубодолблении: скорость резания, круговая и радиальная подачи и число рабочих ходов.
Основное время (мин) при долблении зубьев:
где d- диаметр делительной окружности колеса, мм;
n - частота движения долбяка, дв.ход./мин;
- соответственно круговая и радиальная подачи, мм/дв.ход;
і - число рабочих ходов;
h - высота зуба, мм.
Машинное время на обработку заготовки обработке методом ступенчатого радиального движения складывается из времени, затрачиваемого на врезание заготовки в долбяк (радиальная подача) и времени, потребного на обработку всех зубьев заготовки.
Время — затрачиваемого на врезание заготовки в инструмент, определяется по формуле:
, мин,
где h — высота обрабатываемого зуба в мм или часть высоты, которая обрабатывается за данный проход.
— радиальная подача в мм/мин.
Время, затрачиваемое на обработку всех зубьев заготовки, определяется по формуле:
где Z - число зубьев нарезаемой шестерни
т - модуль нарезаемой шестерни
- круговая подача в мм на один двойной ход.
Полное машинное время Т составит:
где і – число проходов
Т<sub>3</sub> – время возвращения механизмов в исходное положение
,
где – время подвода изделия в зону резания
t<sub>2</sub> – время доворота шпинделя инструмента и выверки.
— вспомогательное время, затрачиваемое на установку и снятие заготовки, наладку станка и т.п. Зависит от размера и вида заготовки, а также конструкции приспособления.
Регулирование
В процессе эксплуатации станка возникает необходимость в регулировании отдельных составных частей станка с целью восстановления их нормальной работы.
Особое внимание необходимо обратить на регулирование узлов стола и суппорта, так как от их работы в основном зависит точность обрабатываемых изделий.
Регулирование механизмов стола
- а) Регулирование зазора в подшипниках делительного червяка стола производится подтяжкой гаек на червяке. Максимально допустимый зазор в подшипниках 0,005 мм.
- б) Регулировка клина стола (рисунок 9-15).
Клин 1 направляющей легко доступен. Зазор между клином и направляющей 0,02 мм достигается путем пригонки длины втулки под винтом клина.
Регулировка клина стола

Регулирование механизмов суппорта
- а) Регулирование зазора подшипников делительного червяка в суппорте аналогично такой же регулировке стола за счет подтяжки гаек на червяке.
- б) Регулировка клина направляющей шпинделя изделия производится через окно в верхней части суппорта, предварительно отвернув закрывающий его щиток, ослабив болты 1 крепящие клин, с помощью винта «М» (рисунок 6-20 и 6-21) изменяют положение клина по высоте, увеличивая или уменьшая люфт, затем болты затягивают. Положение клина считается отрегулированным если шпиндель инструмента под собственным весом опускается вниз.
При переналадке станка надлежит
- а) Надежнее завертывать гайки кривошипного механизма.
- б) При переналадке станка с нарезания шестерни наружного зацепления на нарезание шестерни внутреннего зацепления (или наоборот), не забывать соответственно, вал упора и пружину отвода.
- в) При выверке биения заготовки не злоупотреблять быстрым вращением стола, помня, что при этом быстро изнашивается червячная пара стола.
- г) Помнить, что выгоднее работать с крупной подачей и на меньшем числе двойных ходов в минуту.
Дополнительная информация
- Общие сведения о станке и требования
- Порядок работы на станке
- Фотографии станка

