
 Зубодолбежный станок 5М161
Зубодолбежный станок 5М161
ОБЩИЕ СВЕДЕНИЯ О СТАНКЕ
Назначение и область применения
Зубодолбежный полуавтомат модели 5М161 предназначен для нарезания зубьев на цилиндрических шестернях внутреннего и наружного зацепления с диаметром до 1250 мм и с модулем до 12 мм, как с открытыми так и закрытыми венцами (блок-шестерни).
Нарезание зубьев производится зуборезным долбяком.
Долбяк, ось которого вертикальна, совершает возвратно-поступательное движение, одновременно обкатываясь с нарезаемой шестерней, как пара шестерен, находящихся в зацеплении.
Нарезаемая шестерня крепится на горизонтальной планшайбе стола станка при помощи специального приспособления. Для выверки биения заготовки, планшайба стола может вращаться ускоренно.
Станок может работать по полному «автоматическому» циклу, а также «полуавтоматическому» циклу.
Полный автоматический цикл включает:
- а) Ускоренный подвод стола с изделием в зону резания.
- б) Нарезание заготовки в один или несколько проходов.
- в) Вывод долбяка в верхнее положение.
- г) Ускоренный отвод стола с изделием из зоны резания.
«Полуавтоматический» цикл предусматривает нарезание в один или несколько проходов без быстрого подвода изделия в зону резания и соответствующего вывода изделия из зоны резания по циклу.
Таким образом, в зависимости от заданной программы станка во время перехода на следующий проход, скорость резания и подача могут автоматически изменяться, чем создаются наиболее выгодные режимы резания и обеспечивается значительное повышение производительности станка,
повышение стойкости инструмента, а также обеспечивается большая точность на изделии.
Возможно, также на станке нарезание крупномодульных шестерен за любое количество проходов больше 5-ти, но при этом каждый проход, либо проходы следующие за пятым, должны производиться по однопроходному циклу.
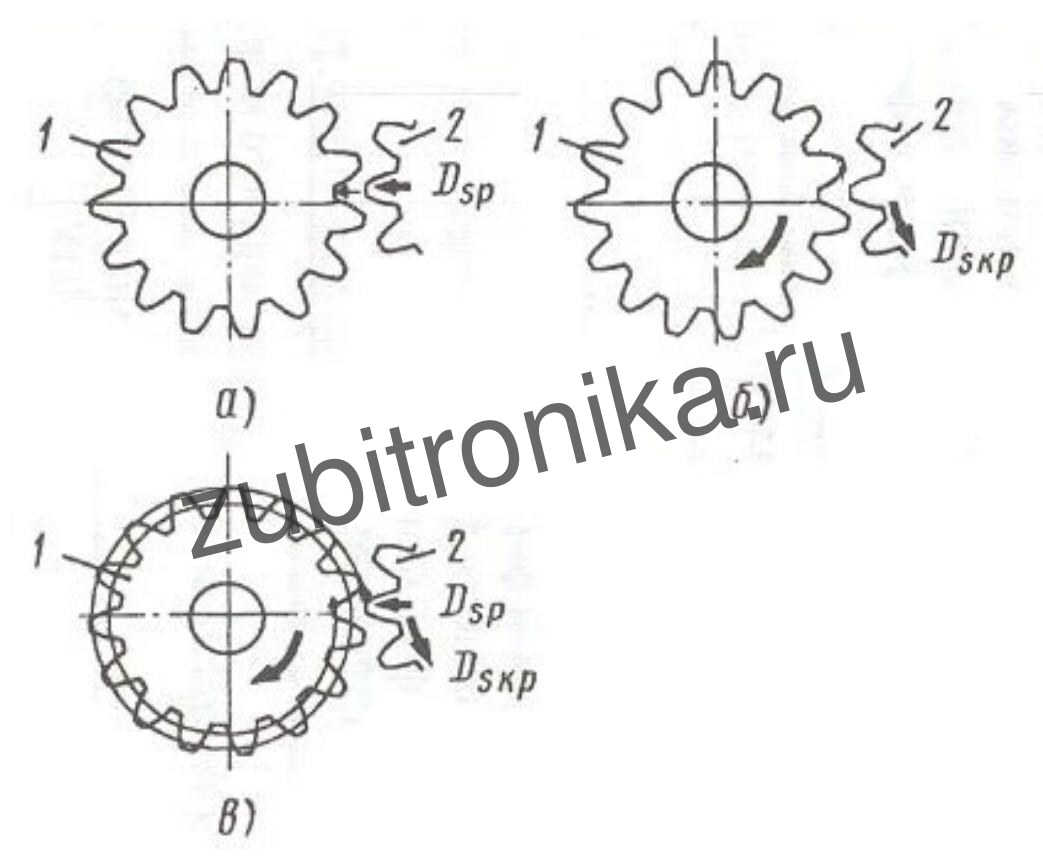
Примененная на данном станке система управления позволяет применить метод нарезания со спиральным движением радиальной подачи. Врезание долбяка осуществляется при одновременном взаимном обкате. Таким образом, долбяк со спиральной подачей, за несколько оборотов заготовки достигает полной высоты зуба. При этом методе со сравнительно высокой круговой и низкой радиальной подачами обеспечивается незначительный и равномерный износ ведущей и ведомой сторон зубьев долбяка. Благоприятные условия резания позволяют повысить стойкость долбяка или снизить при той же стойкости время обработки. При этом методе обработку проводят за один черновой рабочий ход и один или два чистовых. Два чистовых рабочих хода применяют для обработки зубчатых колес, к точности и шероховатости поверхности зубьев которых предъявляют высокие требования.
В качестве инструмента рекомендуются долбяки с диаметром делительной окружности 100; 125; 200 мм. Для нарезания шестерен с длиной зуба не более 80 мм допустимо применение долбяков меньших диаметров, для чего необходимо изготовить специальные втулки, либо оправки. Для применения долбяков с диаметром делительной окружности 200 мм так же необходимо изготовление специальных переходных втулок или оправок. Для выверки биения спецвтулки или переходника шпиндель инструмента (штоссель) может вращаться ускоренно.
Жесткость конструкции и мощность привода обеспечивают возможность нарезания шестерен с повышенной производительностью за счет работы при круговых подачах до 1,5 мм на один двойной ход долбяка.
Область применения станка обширная: станок может быть использован в единичном, серийном и массовом виде производства.
Класс точности станка
При надлежащем уходе и регулировке станок 5м161 обеспечивает нарезание шестерен по ГОСТ 1643-81, а также в соответствии с нормами точности ГОСТ 658-89 класс точности «П». Завод-изготовитель станка гарантирует получение точности при следующих условиях, предъявляемых к заготовке, к приспособлению для крепления заготовки, долбяку, при обработке на чистовых режимах резания.
Требование к заготовке
Центрирование заготовки на станке 5м161 должно выполняться по посадочным диаметрам класса Н6, Н7 и Н8.
Для шестерен с диаметром обработки менее 200 мм центрирование по посадочным диаметрам класса Н6 является обязательным, а для шестерен с диаметром обработки более 200 мм – Н7.
Центрирование посадочным диаметром Н8 рекомендуется для тяжелых деталей с диаметром обработки более 500 мм. В этих случаях для окончательной выверки детали пользуются индикаторным устройством.
Параллельность торцев заготовки, по которым происходит зажим относительно опорного торца, он должен быть не более 0,01 мм. В соответствии с торцевым биением и чистота обработки Rа 1,6.
Допуски на овальность – эллипсоидность и плоскостность должны укладываться в половину допуска на обработку.
Требование к приспособлению
Приспособление для зажима детали должно обеспечивать надежный жесткий зажим заготовки, исключающий ее деформации от усилия зажима, а также заметные деформации приспособления от действия усилия резания.
Радиальное биение центрирующего – посадочного диаметра или буртика приспособления относительно оси вращения стола должно быть не более:
0,006 мм для шестерен до 200 мм
0,008 мм для шестерен от 200 до 600 мм
0,015 мм для шестерен свыше 600 мм.
Торцевое биение опорного буртика под заготовку должно быть не более 0,008 мм.
Торцевое биение зажимной гайки или шайбы относительно оси оправки стола должно быть не более 0,04 мм с целью исключения изгиба оправки с заготовкой от действия зажима.
Наличие следов забоин, ссадин, грязи или стружки на сопрягаемых упомянутых поверхностях должно быть исключено.
Требование к долбяку и его креплению.
На основании определения ГОСТ 9323-79 на долбяки стр.1 точность долбяков должна быть не ниже класса «А» для работы на станках по классу «П» ГОСТ 658-89.
Подкладные кольца под долбяк должны иметь параллельность по торцам не более 0,005 мм. Торец зажимной гайки долбяка должен иметь торцевое биение не более 0,02 мм. Наличие следов забоин, ссадин, а также стружки и грязи на вышеупомянутых сопрягаемых поверхностях и плоскостях должно быть исключено.
Требование к режимам обработки
Режимы обработки подбираются опытным путем на основании стойкости инструмента, чистоты обработки и наилучшей точности, обрабатываемых на станке шестерен, увязывая это с видом охлаждающей жидкости.
Претензии потребителей к режиму обработки по количеству проходов, величине круговой или радиальной подачи не всегда состоятельны и могут быть полностью приемлемы на случай заказа специального станка с конкретными условиями почасовой или сменной производительности станка. В случае получения станка в универсальном исполнении на основании определения ГОСТ 658-89 стр.14 раздел «Точность станка в работе» гласит: «На станке нарезают (при чистовом режиме) зуборезным долбяком соответствующего класса точности образец-изделие (прямозубое цилиндрическое)…». «Материал
образца-изделия: среднеуглеродистая сталь ( = 600…750 Н/мм 2 ) или серый чугун (170…241 НВ)».
Из опыта завода наилучшие показатели по точности и чистоте (при нарезании методом ступенчатого радиального движения подачи) достигаются при условии, когда на последнем чистовом проходе оставляют припуск по глубине зуба 0,3 – 0,5 мм. Несоблюдение в выше упомянутых 4-х разделах требований к заготовке, приспособлению, долбяку и режимам обработки снимает с завода-изготовителя ответственность по точности обработанных на станке шестерен.
Климатическое исполнение и категория размещения станка 5м161 УХЛ4 по ГОСТ 15150-69.
Дополнительная информация
- Общие сведения о станке и требования
 Порядок работы на станке
Порядок работы на станке- Фотографии станка

