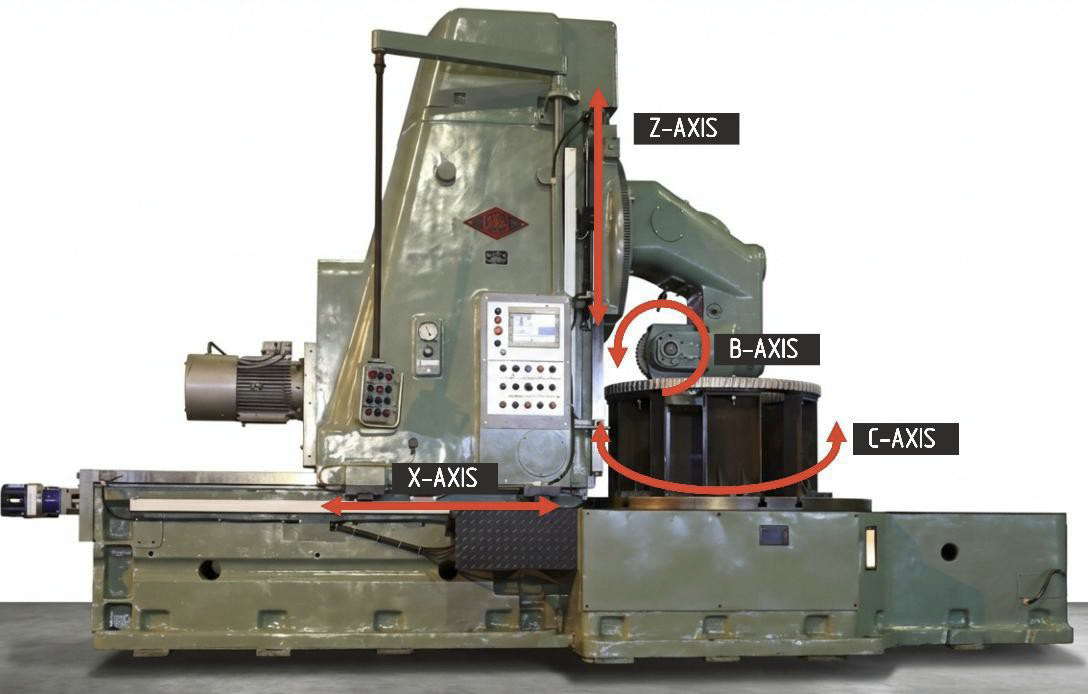
Зубофрезерный станок 53А80
Зубофрезерный станок 53А80
ПОРЯДОК УСТАНОВКИ
Распаковка
Станок поставляется грузовым автотранспортом без установки в ящики.
Транспортирование
Для транспортирования распакованного станка используются три стальные штанги, диаметром 65…75мм. Перед поднятием станка необходимо удостовериться в том, что ни одна из легко деформируемых деталей (щиты ограждения, крыша и т.д.) не зажимается тросом и чтобы предупредить повреждения, подложить под трос, где это необходимо, войлок. Вместо стальных канатов при транспортировке лучше использовать стропы текстильные, петлевые (нагрузка на одну стропу не менее 3000 кг).
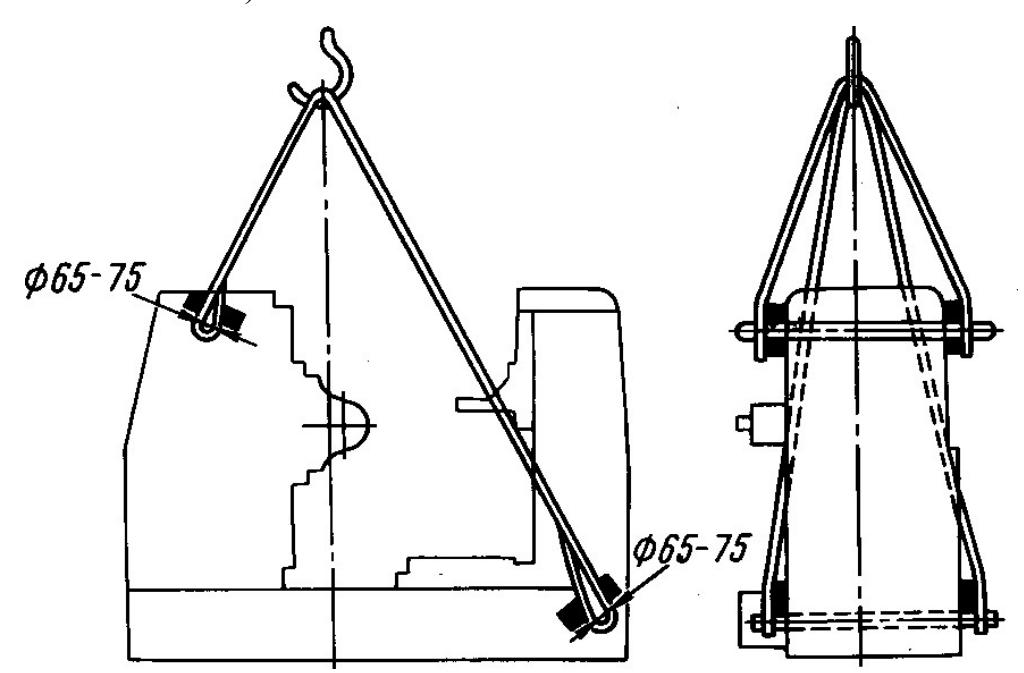
При транспортировании к месту установки и при опускании на фундамент, станок не должен подвергаться толчкам и ударам.
Подготовка к установке
Перед установкой станок необходимо тщательно очистить от антикоррозийных покрытий, нанесенных на рабочие органы и направляющие станка. После чего во избежание коррозии покрыть эти механизмы тонким слоем масла.
Очистка производится деревянной лопаткой, а оставшаяся смазка с поверхностей удаляется чистой салфеткой, смоченной бензином Б-70 ГОСТ511-66.
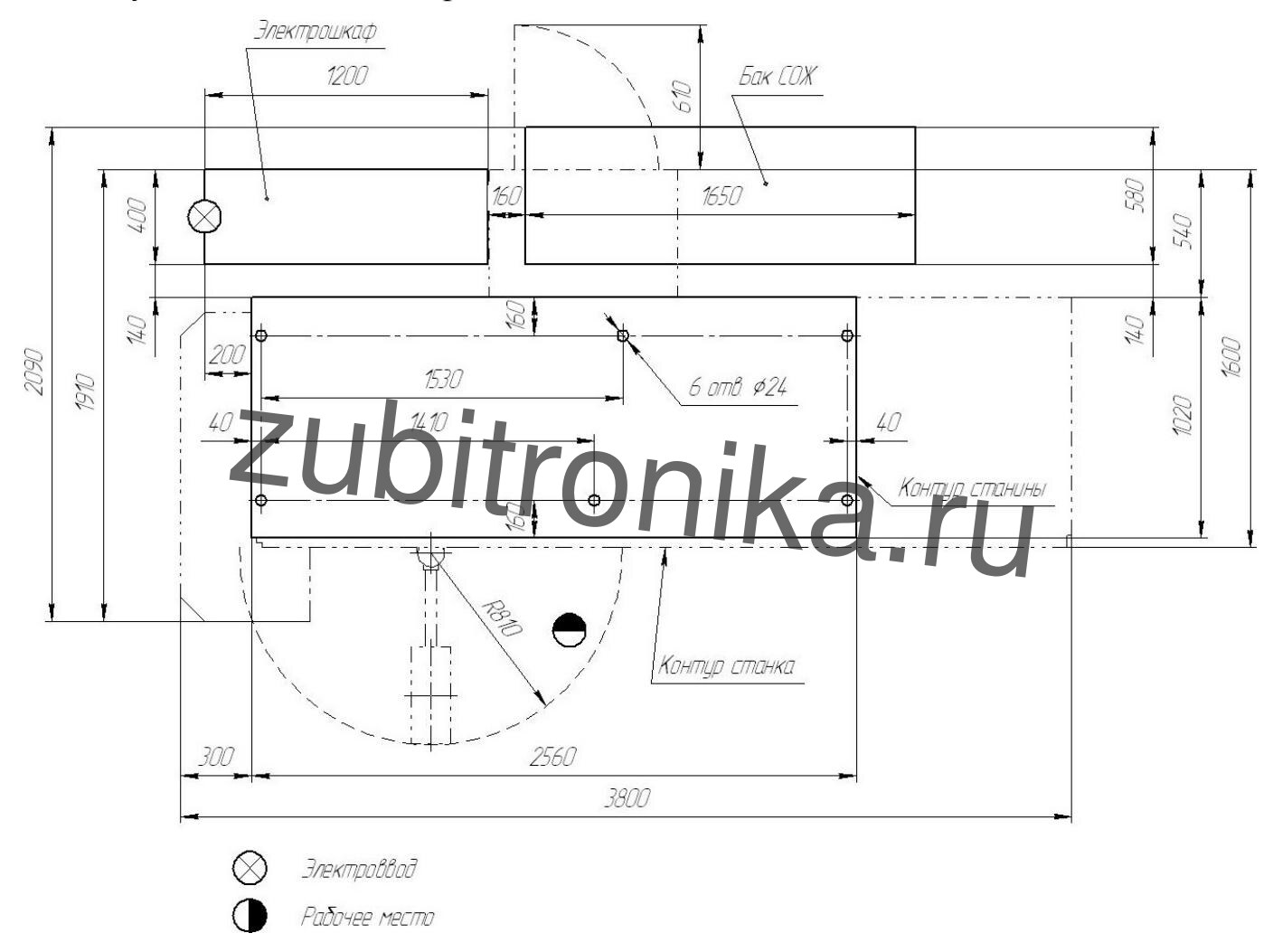
Установочный чертеж станка 53А80
Фундамент
При наличии в цехе бетонного пола толщиной не менее 2530 см станок можно установить без фундамента. В противном случае необходимо сделать бетонный или кирпичный фундамент согласно установочного чертежа (рисунок 8- 2).
Глубина заложения фундамента принимается в зависимости от грунта, но не менее 0,8метра.
Установка станка на 6 клиньях должна быть произведена таким образом, чтобы между его основанием и фундаментом осталось пространство высотой не менее 1см. После этого путем подбивания клиньев станок выверяют по уровню с точностью 0,02 мм на 1000 мм в 2 х направлениях.
Базой для установки уровня служит плоскость стола и направляющие станины.
После выверки под станок подливают бетон и производят предварительную затяжку фундаментных болтов. Через 2-3 дня, когда бетон затвердеет, производят окончательную подтяжку фундаментных болтов, контролируя при этом точность установки станка.
Подготовка к первоначальному пуску и первоначальный пуск.
Заземлить станок подключением к общей цеховой системе заземления. Перед пуском необходимо снять кронштейны, крепящие стол к станине и освободить движущиеся части от деревянных брусков.
Залить масло в гидросистему, систему охлаждения и емкости для смазки отдельных элементов станка, предусмотренные в схеме гидравлической принципиальной.
Подключить станок к электросети проверить соответствие напряжения сети и электрооборудования станка.
После подключения станка к сети необходимо опробовать электродвигатели без включения рабочих органов станка, обратив особое внимание на работу смазочной системы по маслоуказателям.
Ознакомившись с назначением органов управления и изучив «Руководство оператора. 53А80.00.000РЭ1.1» следует проверить работу всех механизмов станка.
Выполнить указания, изложенные разделах «Система гидравлики и смазки» и «Электрооборудование» относящиеся к пуску.
ВНИМАНИЕ! При отсутствии масла в маслоуказателях работа на станке недопустима.
Для более детального ознакомления со станком рекомендуется настроить станок на Z=30, продольную подачу 2,8 мм/об и пустить в работу на холостом ходу на срок не менее 30 минут, производя смену скоростей, подач (при остановке станка) и проверку действия всех кнопок панели управления. В связи с тем, что станок не рекомендуется нагружать на полную мощность в течении 800 часов ра-
боты, рекомендуем максимальное число оборотов фрезы 200 об/мин при 50 % загрузке электродвигателя главного привода.
Убедившись в нормальной работе всех механизмов станка, можно приступать к настройке его для работы.
Дополнительная информация
 Зубофрезерный станок 5к32а
Зубофрезерный станок 5к32а- Принцип работы. Кинематическая схема
- Порядок установки